THE ORIGINALS FURNISHED TO THE WOOD-CUTTERS, AND THE METHOD OF TRANSFERRING THEM TO THE PLANKS.
Written characters or pictures to be cut on wood are drawn upon a certain kind of Japanese paper, "minogami" or "gampishi," and the drawings thus made are pasted [face downward] upon a prepared plank, by means of starch paste. The plank is now ready for the engraver. This applies to prints in black only. For color-printing, the outlines of the design are first cut and printed in black ink (Indian ink mixed with a solution of glue) upon "minogami," and the designer of the picture then marks the parts to be colored [on different sheets]. These sheets are then pasted down on the planks, as before stated, and the engraving also proceeds as before. [Ed. note]
AIM OF JAPANESE WOODCUTTING. The important point to be kept in view in characteristic Japanese wood-cutting is to show the direction of the brush in painting, so as not to destroy the features of an original picture or of written characters. The direction in which the knife is moved might be said to be almost identical with the direction of the brush, and wood-cuts by skillful hands therefore show the exact features of the originals, while, at the same time, they have a special artistic character of their own.
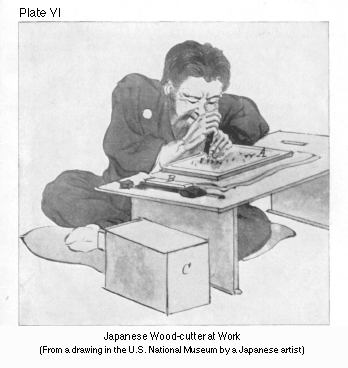
MANNER OF HANDLING THE ENGRAVING TOOLS. The tools, having been put into good order and well sharpened, are laid on one side of the engraving table, and upon the latter is placed the plank to be cut. The wood-cutter, holding his knife in his right hand and pushing the back of it with the middle finger of the left hand, first cuts around all the lines of the design, and then removes the wood between them by means of the chisels, so as to leave the lines in relief. He then, with a small brush, cleans and washes the plank, and has a proof taken, after which he makes corrections, if necessary.
Plate VI shows a wood-cutter at work. A is the plank; B, a grinding stone for sharpening the knives and chisels [Ed. note]; C is a box containing engraver's tools.
DIFFERENCE BETWEEN OLD AND MODERN JAPANESE METHODS OF WOOD-CUTTING. Although the method of cutting on wood differs slightly at present from the ancient method, the principal points are, nevertheless, the same.
All ancient wood-cuts are comparatively deeper than those of the present day. The shallowness of modern cutting is due, probably, to the ability to do much finer work.
In the ancient style the outer boundaries of letters or pictures were cut away deeply before they were properly engraved. At present the stages are reversed. The latter method takes less labor and time, and it is probably one of the causes of the shallow cutting at present in vogue.
Formerly the paper bearing the original design, after it had been pasted down on the plank, was oiled, so as to make it transparent, and to enable the wood-cutter to see the design quite distinctly. This is not necessary now, as it is easy to get paper sufficiently thin and transparent in itself.
Semicircular chisels are now in use for removing some of the parts between the lines of the design. There were no such chisels formerly, and hence much more time and labor was spent on this part of the work than at present.
PAPERS USED FOR PRINTING, AND THEIR TREATMENT. The papers used, whatever their quality, should be sized with a thin animal size. Among the prints sent to the U. S. National Museum are impressions on three different kinds of paper: - a special Japanese paper, made at the Insetsu-Kioku paper mills [known in America as Imperial Japanese paper], a Chinese paper, and "masa" paper.
The sheets are moistened with water before the printing begins, the degree of moisture differing according to the quality of the paper, the proper degree being determined by the judgment of the printer. "Masa" paper, for instance, on which the progressive proofs of one of the pictures ("Yinaka genji") sent to the U. S. National Museum are printed, should be very slightly moistened by means of a brush. Experiment has shown the amount of moisture in this case to be 13.86 per cent. [Ed. note] A single wet sheet is put between every three or four dry sheets, until a suitable layer is formed, which is pressed between two wooden press-boards. When all the sheets have the proper degree of moisture they are ready for printing.
As the printing on this moist paper is done with water colors, it can be well done only by an experienced printer. The following points are to be noted: A. The paper should rather be under than overmoistened. If it is overmoistened the water colors will spread beyond their limits. If the paper dries during the progress of the work, wet sheets are put between the sheets to be printed, and the heap is allowed to lie until the proper degree of moisture has been obtained. If the paper is thick and strong it should be slightly moistened from the back by means of a brush. B. Great care must be taken not to put an excessive quantity of color on the plank. Rice paste serves well to prevent the water colors from spreading, and it ought to be used for every impression. [Ed. note]
The printed sheets, in the interval between two printings, are laid on top of one another, to the number of many hundred sheets. If the water colors have been properly applied there is no fear of offsetting on the backs of the sheets.
A backing sheet is not generally used, but if it is desired to avoid all traces of the "baren" on the back of the printed sheets, a sheet of thin paper is used for backing.
PRINTING ON SILK. Silk is occasionally used for printing instead of paper, and one of the specimens sent to the U. S. National Museum is on this material It is usually found necessary to mount the silk on paper, but some experts can print without this device. The silk on which one of the impressions of "Nandina domestica" is printed [in 33 colors] was mounted on paper, but only along the edge which was laid against the registering marks. When the printing was finished this edge was trimmed off.
PIGMENTS AND VEHICLES USED FOR PRINTING. Five colors or pigments only [black, white, red, yellow, blue] are generally used for the most characteristic Japanese printing, such as the picture called "Yinaka genji," [*2] sent to the U. S. National Museum. They are all mixed with the necessary quantity of water, when about to be used, and the various lines, shades, and tints required are obtained by mixing the proper pigments together. These pigments, of which samples were sent to the U. S. National Museum, are the following:
a. Black, "tsuke-zumi," is generally prepared by macerating Japanese ink (a kind of India ink) in water for a few days, until the glue contained in it is dissolved, and the ink is sufficiently softened. It is then ground by means of pestle and mortar. As, however, the "tsuke zumi" so made is very liable to deterioration, a sample of a lampblack obtained from a Japanese ink macerated in water so as to remove the glue, was sent to the U. S. National Museum. Consequently when this lampblack is to be used, and after it has been mixed with water, glue solution, or rice paste (according to the judgment of the printer) will have to be added. If glue solution is used it should be mixed with the lampblack in a basin, but if rice paste is used, that is mixed with the pigment on the plank itself by means of the brush.
b. White, "to-no-tsuchi," is white lead. It is used either alone, for prints of flowers, birds, etc., or mixed with other colors, if light tints or body colors are wanted.
c. Red, "yo-ko" a kind of scarlet (imported), probably carmine. Formerly the best kind of safflower, called "ki-jo-mi," was used, but on account of its present high price the use of "yo-ko' has become quite popular.
d. Blue, "bero-ai," is Prussian blue. Formerly "ai-ro" paste, obtained by extraction from blue threads or rags dyed with indigo, or from "ai-gami," a paper saturated with indigo, was used. But since the introduction of Prussian blue from Europe its use has become quite general.
e. Yellow, "ki-wo" is orpiment. Formerly "zumi" extracted from a particular yellow wood; turmeric, "wukon -ko;" and a yellow ocher, "wo-do," were used, but orpiment has now taken their place.
For mixing these colors water only is used, but never any sizing, such as glue, except with lampblack, as before stated. A small quantity of rice paste is, however, mixed with the colors on the block or plank when color prints are to be made.
By mixing these pigments the various hues desired can be obtained, but the results will be as bright as those shown in "Yinaka genji" only in the hands of a skilled workman. There is, however, no particular method of producing these colors; the result depends entirely on the practical experience of the printer, who can judge the exact proportions of the pigments to be mixed, without using either balances or measuring glass, and who does the mixing either in his color dishes or upon the blocks themselves. Rice paste gives a peculiar luster to the colors, and much of their beauty depends upon the time and care devoted to grinding them with water. It is a fact well known to Japanese printers that skilled hands produce much finer colors with the same pigments than unskilled hands.
There is a brilliant purple [violet] in "Yinaka genji" which has been taken for an aniline color, although no aniline color has been used in the printing of this picture. The color in question was obtained by boiling a certain quantity of red (scarlet) and blue (Prussian blue), such as those just described, with water, and with proper treatment a bright purple [violet] can be obtained, almost the same as an aniline purple. This latter purple, however, has now come more generally into use, owing to the ease with which it can be managed. A brown color, formerly made by mixing red, yellow, and black, has now also been replaced by "bengara," which is a kind of red ocher.
The pigments used for printing "Nandina domestica" [*3] are quite different from those so far spoken of, but the method of using them is the same. Following is a description of these pigments:
a. Black, "sumi," the best kind of India ink made in China or Japan (the particular place is Nara). It is prepared for use by rubbing it with water upon the surface of a stone vessel called "suzuri ," familiar to every Japanese.
b. White, "gofun," calcium carbonate [white chalk]. For use it is put in a color dish, and a few drops of glue solution are added. It is then rubbed with the finger in contact with the dish, until it becomes a wet mass and somewhat pasty. A little glue solution is again added, and the rubbing repeated, and so on several times. When the mass has become sufficiently pasty to be made into a pudding, it is beaten several times against a plank, and then reduced to a thin paste by diluting with water.
c. Pink, "sho-yen-ji." This is apparently cochineal, but its chemical nature has not yet been ascertained. It is imported from China, in the form of cotton felt dyed red. To prepare it for use this felt is put into water and gently pressed. The resulting pink water is poured into a color dish, and evaporated nearly to dryness in a water bath, or over a very slow fire, care being taken not to let it dry completely, as otherwise its brilliancy would be destroyed. It is then kept in a cool place, and protected from dust by putting a cover on the dish or by placing it upside down in a box.
d. Blue, "ai-bo," a dark blue, hard stick made of indigo. For use it is ground, like "sumi," in a color dish, with a few drops of glue solution. When a sufficiently deep blue color has been obtained, it is well rubbed with the finger in contact with the dish, and then evaporated to dryness over a slow fire. A few drops of water are now added, the dish is again placed over a slow fire, the rubbing with the finger gone through with as before, and water is added gradually, until the proper shade of color has been obtained. If these directions are not strictly followed, the pigment is not well diffused in the water, and the resulting color, as a matter of course, is not satisfactory. The treatment of the pigments gofun, shoyenji, ai-bo, etc., requires great caution, and the Japanese printers and painters consider it one of the difficulties of their art.
e. Yellow, "shi-o" This is gamboge, and is imported. For use it is diffused in water, and no glue whatever is added.
f. Brown, "tai-sha-bo" a hard, brown stick made of a red ocher. For use it is treated exactly like "ai-bo"
g. Red, "shu," vermilion. For use it is well mixed with a few drops of glue solution, ground thoroughly with the finger, and then diluted with water to the proper consistency.
The following pigments are also used in printing, and samples of them have been sent to the U. S. National Museum:
Red, "ki-jo-mi," safflower. This color, in solution, is very apt to suffer on exposure to sunlight, and the bottle in which it is sent is, therefore, wrapped up in black paper. After it has dried on the paper, it is not so fugitive as to make it undesirable for printing.
Red ocher, "bengara"
Turmeric, "wakon-ko"
Yellow ocher, "wo-do"
Yellow, "zumi," extract from a particular yellow wood.
Blue, "ai-gami." Paper saturated with a solution of indigo.
Blue, "ai-ro." Indigo paste.
Of the vehicles used by the printer in the manipulation of his colors, the following is to be said:
Glue solution. The strength of this solution differs according to the different pigments, printing papers, silks, etc., to be used. About one-third of an ounce of glue to about three-fourths of a pint of water is, however, an approximate proportion.
Rice paste. This is used for both of the classes of pigments described. It is made by boiling rice flour with a certain quantity of water, and is kept in a suitable vessel. Newly made paste is preferable; old and rotten paste should not be used. The pigment to be used is put on the block or plank, and some of the paste is then added, care being taken to mix the two well and evenly by means of a brush. If the printing brushes are not charged with this paste, the brilliancy of the colors is much lessened.